- 江阴华天科技开发有限公司
- 13961688156

产品描述
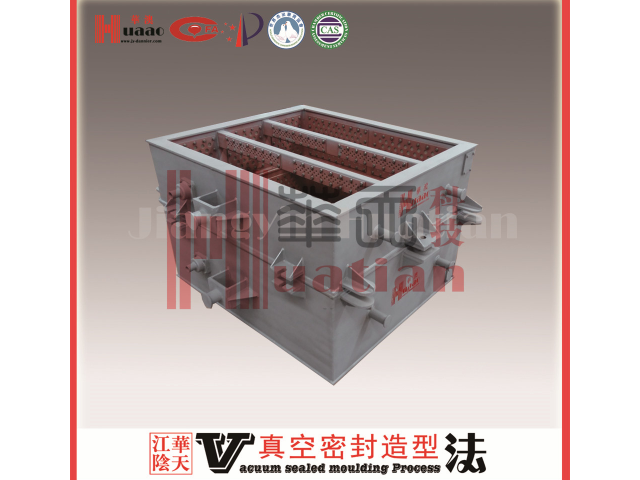
V法铸造和消失模铸造与传统砂铸相比,具有以下优点:其一,因其采用负压浇注铸件砂眼气孔少、产品密实度高、表面光洁,泰州密封V法铸造价格、轮廓清晰、尺寸准确;其二,泰州密封V法铸造价格,节能高效清洁生产。采用V法和消失模技术能使干砂反复利用,不用烘型,耗煤减少,但由于长期真空机作业,泰州密封V法铸造价格,耗电量稍有增加,但较大的减少粉尘,节约人力资本,使得铸造工作更加有效,节约劳动力和较大降低劳动强度,在浇注过程中有害气体少,真正实现环保生产。V法生产关键点在于选中真空抽气系统,在选用真空抽气系统的时候,首先要确定真空泵的容量,主要考虑以下因素:需同时在真空下工作的砂箱的尺寸和数量;同时浇注的铸型的数量;浇注的尺寸和形状;紧靠薄膜的铸型表面的透气性,它控制着通过塑料薄膜上的裂口而进入铸型的空气量,因而在浇注时,有必要使用少量的铸型涂料,它有助于为真空机提供一个“辅助密封层”。 无锡V法铸造价格-详情致电江阴华天科技开发有限公司!泰州密封V法铸造价格
V法铸造工艺生产出的铸件质量好,表面光洁,轮廓清晰,金属利用率高,设备投资简单易行,硬度均匀,有效地延长了铸件的使用寿命,并能有效地改善工作环境,便于管理和组织生产,该设备深受用户**。与传统砂铸工艺相比,V法铸造工艺具有不使用粘结剂的优势,V法铸造采用塑膜密封砂箱,靠真空抽气系统抽出型材内空气,铸型内外压差,使干砂致密,形成所需型腔,通过下芯、合箱、浇注抽真空使铸件凝固,解除负压,型砂随之溃散而获得铸件。南通专业V法铸造优点V法铸造服务,就选江阴华天科技开发有限公司,让您满意,欢迎您的来电!
V法铸造采用无粘接剂的干砂造型,一般要求干砂为次棱角形或圆形,粒度铸钢件较大,铸铁件次之,有色合金 细,一般选用70目~140目或200目。为增加干砂的堆积密度,采用高频率低振幅的振动方式使砂箱中干砂紧实,振动频率1500~3000r/min,振幅0.5~1.0mm,堆积密度控制在1.65~1.75 g/cm3 范围。干砂造型抽真空后减小了砂与砂之间的间隙,增加了砂与砂之间的摩擦力,提 砂强度。型砂粒度对铸型负压度变化的影响很大,较细的型砂有利于防止金属液渗透,但降低咯铸型的透气性,较粗的型砂,可提高铸型的透气性,但浇注时负压度的变化大,浇注瞬间,负压度下降快,浇注完毕后铸型能恢复并保持较高的负压度,这对于金属充填及保持铸型的强度和稳定性较为有利。
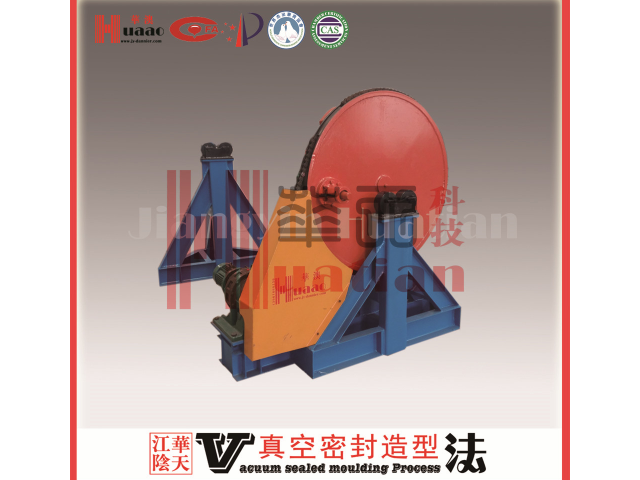
造型易起模,模具少无磨损,金属模具寿命长,模具可用木质材料;铸件尺寸精度高,轮廓清晰,铸铁件粗糙度值达Ra18—25μm。叉车铸铁配重是V法铸造产品的典型作为。安徽合力叉车集团合肥铸锻厂用阳光生产的V法涂料生产的叉车配重,曾获2002年*四届北京国际铸造工业展览会铸件一等奖。世界上叉车和其他工程车所需配重和平衡块几乎都是V法铸造生产的。V法干砂保温效果和真空抽吸作用都能提高金属液的流动性。试验表明:V法铸造和湿型铸造相比,金属液流动性可提高27%。因此V法铸造不仅能生产厚壁铸件,也能生产薄壁铸件。如生产的高大尚铸铁浴缸,比较大浴缸尺寸为1829mm×1067mm×650mm,铸件重达180kg,壁厚7mm,另外钢琴铸铁弦架也是V法铸造薄壁件的典型产品。 近年来,V法铸造持续升温。
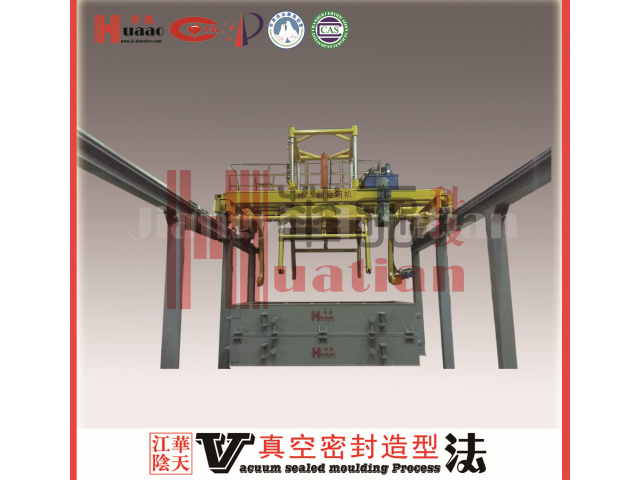
V法铸造的9大工艺流程,对V法铸造有一个透彻的了解!模型:把模样放在一块中空的型板上,模样上开有大量的通气孔,当真空作用时,这些孔有助于使塑料薄膜紧贴在模样上。薄膜加热将拉伸率大、塑性变形率高的塑料薄膜用加热器加热软化。加热温度一般在80~120℃。薄膜成型将软化的薄膜覆盖在模样表层上,通过空气孔,在200~400mmHg的真空吸力下,使薄膜紧贴在模型表面。放砂箱喷刷涂料并烘干后,将*砂箱放在覆有薄膜的模型上。加砂振实将填充效率较好、粒度为100~200目的干砂加入砂箱内,然后进行微振,使砂紧实至较高的密度。 铸型负压度的控制。铸型负压度的控制包括真空度和抽气速度控制,造型﹑浇注和冷却期间。扬州覆膜砂V法铸造工艺
V法铸造设备哪家强?欢迎咨询江阴华天科技开发有限公司。泰州密封V法铸造价格
V法铸造对于耐磨铸件传统生产方式的影响,V法铸造工艺在耐磨铸件生产中具有成熟经验可循,该工艺在国内具有很大的发展潜力。目前国内V法铸造技术在耐磨铸件上的应用虽有所拓展,但在产品质量、生产效率及装备水平等方面与国外先进企业尚存在很大差距,需要我们集中精力提高针对耐磨铸件V法工艺生产的基础研究,提高装备设计制作水平,提高配套设备及原辅材料质量及使用技术水平,从而能够充分发挥V法铸造工艺优势,为耐磨铸件在我国的绿色长远发展做出贡献。泰州密封V法铸造价格
友情链接